
ZHONGTONG 关于我们
ABOUT ZHONGTONG
生产工艺
聚氨酯直埋保温管生产工艺流程图

聚氨酯保温管发泡工艺及技术要求:
1、钢管:聚氨酯保温管生产钢管的选用以GB/T29047-2021标准为依据,直径大于或等于DN200时采用材质为Q235B,双面埋弧焊钢管执行标准符合GB/T9711,小于DN200的钢管采用材质为20#钢符合GB/T8163标准。
2、除锈:对于聚氨酯保温管使用的钢管一般采用抛丸除锈工艺来清除钢管表面氧化皮、污物、锈浸,除锈等级符合GB8923.1中Sa2.5近白级标准。
3、高密度聚乙烯管:保温管的外护管应采用符合GB/T29047-2021标准的要求,外护管长度一般为11.6米。
4、聚氨酯原料:采用国内国际上市公司的优质原料供应商提供的产品,如:烟台万华、巴斯夫、亨斯迈等品牌,黑料牌号如:5005、44V20等,聚醚组合料采用合水组合料如:拜耳、依诺等。
5、液压发泡平台:我公司采用的是由天津市旭迪生产的大型液压平台,该设备生产全规格保温管,目前可生产最大口径DN2000规格的保温管,同心法兰使用,保障了保温管保温层的同心度。
6、穿管机:穿管机由前后两段组成,前段是V字形机台,能很好的把外护管固定在工作台上。穿管机后段由钢管托车和带后挡板钢管托车及链条传动装置组成,挡板钢管托车向前运动时把钢管顺利穿入外护管中,运行安全平稳,生产效率高。
7、钢管绑支架:一般支架采用双孔三角或梯形支架,支架高度比保温层小2mm为宜。计算好钢管周长,用双棍16#镀锌铁丝在钢管上绑牢固支架与支架间距不大于200mm为宜,每道间距不大于1.5米均匀分布。
8、发泡机我公司采用的发泡机是由天津旭迪引进德国技术生产的PU600型高压发泡机,主要原部件采用原装进口如计量泵、枪头等。本设备采用人工智能技术,可以对话 友好的操作界面,全数字化显示各种原料的温度、压力值及原料在管路中运行状态等信息,让操作员一目了然,该机还采用了荷兰进口原料温度恒定系统,能保障聚氨酯原料的反应温度。计量准确、比例准确、温度适宜,这是聚氨酯发泡过程中的三大要素,非常重要,是生产合格产品的保障。
9、注料工艺:
①聚氨酯保温管生产中聚氨酯用量的计算是根据保温管的保温层的体积和保温管的密度。先计算出一支保温管的聚氨酯重量,然后根据发泡机每秒的流量双泵出料总和计算出注料时间S在发泡机上设定好注料时间,保存参数,全水料一般白料与黑料比为1:1.5
②用液压缸把同心法兰压入钢管和外护管之间的保温层,检查法兰上的放气孔是否打开。
③在发泡注料前应在外护管中间部位正上方用开孔器开一个32mm的孔作为枪头注料孔。
④一切准备完成后,启动发泡机,发泡机进入低压循环状态,观察发泡机运行情况,确认设备工作正常后,把注料枪头插入注料孔,把正枪头按动注射按钮,设备进入高压属蛇状态并进入注料时间倒计时,注料时间归零后,发泡机自动进入低压循环状态运行,如果需要连续生产可以给下一支保温管注料作业,如果不需要关闭发泡胶,这次的注料工序就完成了。
⑤注射停止后应快速把枪头拔出,压入注料孔堵防止聚氨酯从注料口喷出,由于管径的不同,聚氨酯原料起发时间也不同,一般注料停止后20秒左右有空气从两端法兰排气孔排出,等到空气排空后,有少量聚氨酯泡沫喷出时把排气孔堵住,聚氨酯保温管进入固化时段,这个过程大约5-10分钟。聚氨酯泡沫固化后打开法兰,封堵注料孔,喷永久标识等工作一并完成。
10、检验:保温管的检验符合GB/T29047-2021标准后方可入库
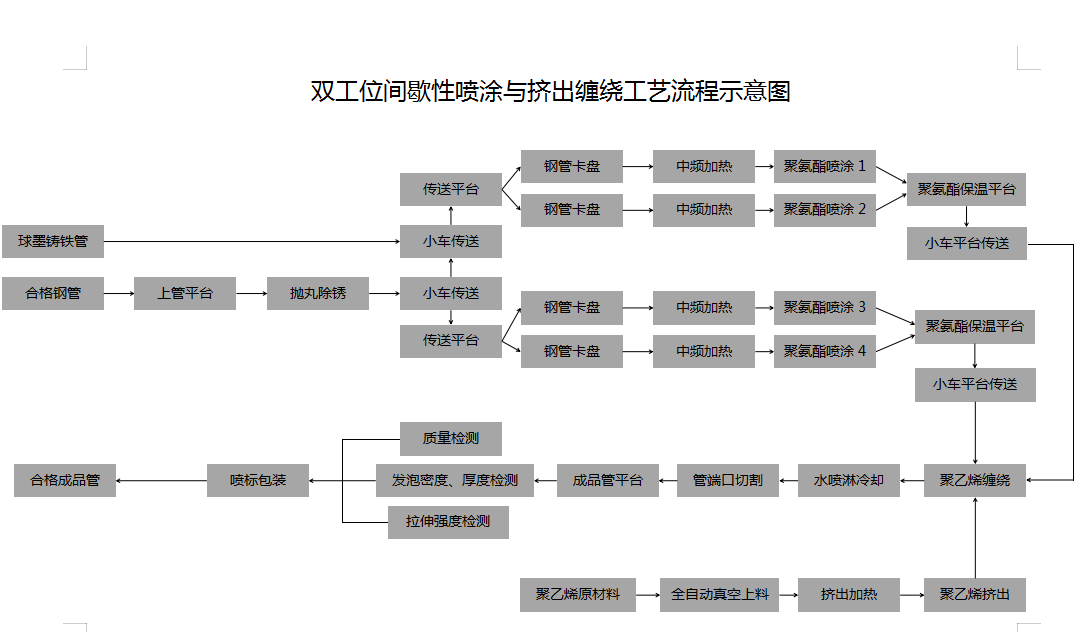
聚乙烯缠绕工艺流程:
1、 喷涂有聚氨酯保温层的钢管在传输线上螺旋运行,挤出机挤出一定厚度熔融的聚乙烯片材缠绕在保温层外表层,随着钢管的持续旋转和前行,挤出机连续挤出熔融的聚乙烯片材,按控制的螺距叠加缠绕在聚氨酯层表面。经水淋冷却后,聚乙烯外护层将氨酯保温层紧紧包裹在钢管保温层表面,完成聚乙烯外护层制作。
2、液压升降运管车运管(将聚氨酯钢管从台架上运到传动线上)→→螺旋传动线输送聚氨酯钢管→→挤出机挤出聚乙烯缠绕→→水喷淋冷却→→在线切割机割断PE外护层→→螺旋传动线输送聚氨酯钢管→→液压升降小车运管(将聚氨酯钢管从缠绕传动线运到管端切割机工位)→→→管端切割PE外护层→→液压升降小车运管(将成品管从管端切割机工位运到下料台架上)→→下料台架储存成品管。

销售顾问:杨经理18622570778 © 2019 中通管道保温 Zhongtong Pipeline All Rights Reserved.
 津公网安备 12022302000741号
津公网安备 12022302000741号